内容摘要:这是一种木材加工技术领域创新型的可调节组合钻具。它主要用于加工直径各不相同的盲孔和通孔。它的“可调节性”,解决了传统钻具不能随心所欲地加工直径各异的盲孔和通孔的技术难题。其创新点在于:第一,它可以通过改变两个刀片的角度和伸出量,使钻具具有手动可调的特点,以自如应对孔径的大小随意改变的加工需求,而不再受传统麻花钻头的条件限制;第二,它的操作方式灵活可选,既可采用手动操作方式,又可用于机动加工,手动操作和机床操作两相适用,加工者可以根据实际需要自主选择,实现了降低劳动强度、缩短加工时间、提高加工效率的需求;第三,加工效果显著,经实践证明,该钻具在机动加工时,盲孔的深度尺寸及精度可控制在0.2mm以内,能够确保盲孔的深度尺寸及加工精度。
关键词:组合钻具;可调节刀片;手动操作;机床操作;新型实用
研究背景
用传统钻具加工直径各异的盲孔和通孔,一直是困扰操作人员的难题。这是因为孔的直径各异,质量要求亦不尽相同,现有钻具因结构不合理,无法保证加工的广度和精度。例如,采用普通木工机床加工直径为φ88毫米孔时,受机床尾座的限制,最大只能用φ50毫米的钻头,且极易出现孔的“锥度”较大(俗称“大小头”)、孔壁的表面粗糙度增大等问题,加工质量难以保证。如果采用直径为φ88毫米钻头,用普通木工机床加工,则钻头尾柄根本不能够安装到机床尾座锥孔上,而且市面上 没有这种尺寸的钻头。
研究目的、意义
该项目选题的确定源于解决生活中遇到的一个难题:我家衣柜的顶板厚25mm,要在上面开一个直径为8cm的圆孔,安装师傅说最大只能打出直径5cm的圆孔,没有更大的钻头了。如果想要打出这样的圆孔,需要用什么样的钻具呢?由此我确定该项目的选题。本新型实用钻具的研究目的在于,打破传统钻具的局限,提供一种适用于加工直径各不相同的盲孔和通孔的可调节组合钻具。
研究过程
根据生活中遇到的实际问题,我先设计制作了一个加工直径8cm圆孔的手动操作钻具,后来发现,如果要加工的圆孔直径大于或小于8cm,这个钻具就不适用了,什么样的钻具能够做到一劳永逸呢?于是,在原有基础上我对它进行了改进—让它具有手动可调的特点,通过设置两个可调节刀片,来自如应对孔径的大小随意改变的加工需求。但是,该钻具的手动操作方式又暴露出一个明显的不足:不仅耗时费力,而且劳动强度过大,工作效率低下。为此,我又对它进行进一步改进,加工成了现在的手动操作和机床操作两相适用的可调节组合钻具,使用起来不仅灵活方便,还真正满足了缩短加工时间、降低劳动强度、保证加工精度、提高劳动效率的加工需求。
研究结果
这种可调节组合钻具,由刀体、可调节刀片和刀柄三部分组成。刀体的横截面呈扁圆形,可调节刀片设置两个,对称镶嵌在刀体的两侧。可调节刀片的刀头位于刀体的前方,刀柄呈锥体状,固定于刀体的后端且与刀体同轴。在刀体的前端面上设有排屑槽。
刀体的横截面设计成扁圆形,且其前端设有排屑槽,既能改变刀体的横截面,保证刀体的强度,提 高加工精度,又便于顺利排屑。
可调节刀片通过改变两个刀片的角度和伸出量,使之具有手动可调的特点,以自如应对孔径的大小随意改变的加工需求。刀柄呈锥体状,且与刀体同轴,不仅易于加装,而且保证了基准的统一性,有利于提高产品的精度。该钻具手动操作与普通木工机床操作两相适用的特点,使操作方式灵活可选,加工者可以根据实际需要自主选择,从而提高了加工效率,降低了劳动强度,缩短了加工 时间。
附图说明
下面结合附图对本实用新型作进一步详述。
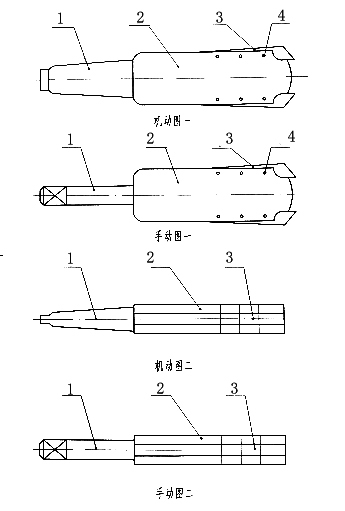
图1是本实用新型机动和手动外形图以及刀柄和刀体的连接示意图;
图2是图1的俯视图;
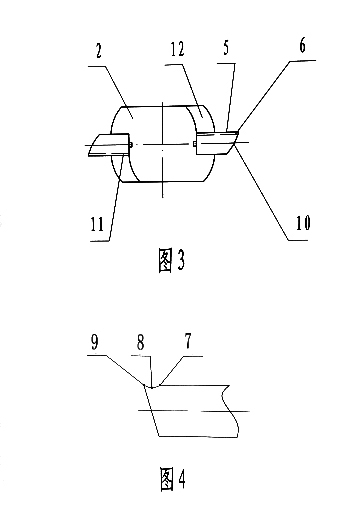
图3是A向旋转视图;
图4是B向放大视图。
图中各标号为:1.刀柄;2.刀体;3.可调刀片;4.紧固螺栓; 5.主切削刃;6.副切削刃;7.主 后角;8.副后角;9.前角;10.主后面;11.副后面;12.排屑槽
具体实施方式
参看图1~图4,在刀体2上镶嵌两块对称放置的可调刀片3,并用紧固螺栓固定,在刀体2上还安 装一条与刀体2同轴的刀柄1,用于将刀具卡装在车床上。
刀体2采用扁圆形横截面,前端附加排屑槽12,既保证了强度又可以确保顺利排屑。
刀柄1作为刀具使用和装夹的基准,采用锥体设计,与刀体2同轴,保证了基准的统一性,有利 于保证产品精度。另外,这种结构不仅使刃具装夹方便,而且有可靠的导向作用。
可调刀片3的主后角7为15°、副后角8为3°、前角9为5°、锥顶角为118°±1°。将可调刀片3的各参数单独在砂轮机上磨削出来,再将可调刀片3组装到刀体2上。加工孔的尺寸变化不大时,可以靠调整刀头的伸出量来调整,加工尺寸变化较大时,要依靠调整切削刃的掰开角度来控制。根据工件孔径的大小,用测量方法进行调整。
实施例1:
加工内孔尺寸为φ88毫米,内孔长度为500毫米材料,刀体2采用45#钢,厚度为35毫米,并调质处理;刀柄1采用莫氏4#锥体设计;可调刀片3采用可磨性好的W18Cr4V(俗称白钢条)作为刀片的材料。两块白钢条刀片3镶嵌在刀体中,分别靠四只M6顶丝固定,刀片端齿面带有钻尖式的锥顶角118°,两端设计成圆周齿刀刃。
内孔加工过程为:首先用钻头钻出φ20毫米左右的孔,然后采用木工普通机床加工外径。再根据内孔φ88尺寸要求调整刀具,将刀片3稍拉出,测量主切削刃最大直径,对刀尺寸要求为88毫米。用木工普通机床一次性加工孔达到φ88毫米。
刀体的横截面设计成扁圆形后,其横截面上距离最远的两点之间的距离可以大于50毫米,因而比φ50毫米的刀体强度大。
创新点
一、在木材加工领域,这种新型可调节组合钻具,一改传统钻具结构不合理、无法保证加工广度和精度的现状,通过设置两个可调节刀片,轻松自如地满足了孔径的大小可随意改变的加工需求,有效地解决了传统钻具加工直径各不相同的盲孔和通孔的技术难题。
二、这种可调节组合钻具具有手动操作与机床操作两相适用的特点,与传统钻具比较起来,显得灵活方便、省时高效。我在网上查询到现有一种可调节扩孔刀具,主要有旋转手柄、调节盘、刀体三部分组成,使用时,用手紧握旋转手柄,在需要钻孔的地方选准圆心用力旋转即可。这一项目采取的是手动操作方式,明显耗时费力,劳动强度较大。另外,该钻具对于加工盲孔的“深度尺寸”不能保证其精度,效率低下。
三、我的项目在选择机床加工时,可使盲孔的深度尺寸及精度控制在0.2mm以内,最大限度地保证了盲孔的加工精度,提高了加工质量。
以上种种,正是这一新型实用的可调节组合钻具最为突出的创新点,它具备了新颖性、创造性和实用性,真心希望它能在木材加工技术领域发挥作用。
参考文献
[1] 黄成俊. 新型扩孔刀具介绍[J].现代机械,2009(3).
[2] 王永清.可调深孔扩孔刀具[J].机械工人:冷加工,1981(2).
[3]姚璞,刘九华.介绍一种新型深孔钻—内排屑深孔麻花钻头[J]. 机械设计与制造,1982(3).